Cuando alguien empieza a hacer cerveza, lo hace con tímidos movimientos, sin complicarse demasiado, siguiendo todos los pasos que figuran en algún manual como si de un ritual se tratara. La estrategia consiste en ir entendiendo poco a poco lo que uno hace, sin agobiarse. En lo que concierne a la gestión de la levadura, se limita a la apertura con cuidado de un sobre de levadura seca, y a espolvorearla por el mosto una vez ya se ha enfriado lo suficiente. Lo que en jerga (y en inglés) se conoce como “direct pitching”.
Pasado un tiempo, el mismo jombrigüer, ya más experimentado, se anima a hidratar la levadura previamente a su inoculación, por aquello de las buenaventuras que prometen los fabricantes si sigues sus recomendaciones.
Pero la vida inquieta del jombrigüer le lleva, al cabo de un tiempo, a probar las levaduras líquidas. Pero… ¿es realmente necesario dar ese paso? Pues “realmente, realmente”, no. Un jombrigüer puede pasar su vida entera haciendo miles de lotes de cerveza casera, ganar medallas en concursos de manera incontestable y no haber usado en su vida levadura líquida. Se suele decir que con las levaduras secas puedes manejarte para hacer el 95% de los estilos catalogados de cerveza (me gustaría a mí saber sobre cuántos han hecho esta estimación).
Sin embargo, sigue habiendo levaduras a las que no es posible aplicarles el proceso de secado, y otras que tienen ciertas particularidades que su “equivalente” en levadura seca no acaba de replicar. Y también sigue habiendo románticos de la vida, frikis eternos amantes de las vueltas de tuercas, experimentación, desarrollo personal y maestros de la tripodología felina que necesitan, o al menos, no evitan, recurrir a levaduras líquidas. A ellos, y a cualquiera que se vea en disposición de hacer un starter, va dirigido este post.
Ocurre que la levadura líquida es, económicamente hablando, sensiblemente más costosa que la seca. Y la cantidad que te viene en el vial que compras en tu tienda favorita, no siempre es suficiente para fermentar un lote de manera sana, por lo que tienes dos opciones: comprar más viales (lo que conlleva más costes) o pensar que, como la levadura se reproduce por sí sola con un poco de ayuda, es menos costoso (pecuniariamente) crear levadura por ti mismo y conseguir la cantidad que tu lote requiere.
Ese proceso de creación de levadura se conoce en el submundo jombrigüer como “starter”, también escrito estárter, o como diría mi incorregible colega Guindilla, “iniciador”. Otra manera de llamarlo es “arrancador”. En el texto usaré la grafía “starter” en todo momento por ser el más extendido en la red y el que me cae mejor de todos los nombrados.
En cualquier caso, en este post vamos a tratar el tema de los starters y de su importancia. Ya puedes tener una receta mil veces testada, los mejores y más frescos ingredientes y el equipo más caro del planeta, que, si tu levadura no está lo suficientemente cuidada y contenta, vas a pifiarla de manera terrible.
La mayor parte de la información de este post, que también se refleja en la bibliografía, la he sacado del libro “Yeast, the practical guide to beer fermentation“, cuyos autores son Chris White y Jamil Zainasheff, concretamente del capítulo 5, titulado “Yeast, Growht, Handling & Storage”, que vendría a ser algo como “Levadura, propagación, gestión y almacenamiento”. Como veréis, hago continuas referencias a dicho libro, y como el título es muy largo, para ahorrar vírgulas virtuales le llamaré a partir de ahora “el libro Yeast”. Además, Jamil también tiene la página Mr. Malty, que hemos consultado reiteradas veces y a la que hay continuas referencias.
La razón principal para basar el post en este libro en concreto es que Chris White es CEO, fundador y Presidente de White Labs, por lo que algo tiene que saber el hombre de levaduras líquidas como para ser un referente. Y la segunda, que la mayoría de bibliografía que encuentras en internet, así como las calculadoras de levaduras para starters que puedes encontrar, se basan en sus experimentos. Aunque en el post también hay espacio para otras voces discordantes.
¿Tan importante es la salud de la levadura?
La respuesta parece obvia, ya que efectivamente, es muy importante. Y, además, en el caso de que no lo fuera, si podemos elegir entre una levadura saludable y otra que no, siempre sería conveniente elegir la saludable. Esto también es de Perogrullo.
Pero ahondemos en el tema para dar argumentos y reforzar positivamente la respuesta. Para empezar, muchos de los defectos más comunes en la cerveza vienen provocados por una mala gestión de la levadura. Seguramente habrás visto que alguna hoja de cata de algún concurso jombrigüer incluye términos como “sabores solventes”, “subproductos sulfurosos”, “acetaldehído”, “alcoholes fusel”, “fenoles”, “ésteres”, “sabor a levadura”, “cerveza agria” … y si queremos evitar encontrarnos esas cosas en nuestra cerveza, tendremos que aprender a mantener la salud de la levadura en rangos aceptables u óptimos.
Un matiz sobre los descriptores del párrafo anterior, sobre todo en lo respectivo a los ésteres y a los fenoles, puesto que no siempre son defectos (jueces BJCP: ya podéis guardar los cuchillos), ya que algunos estilos los requieren en su justa medida; incluso cierto carácter sulfuroso es aceptable en según qué estilos.
Acabamos de nombrar 9 defectos que van relacionados directamente con la levadura. En las hojas de cata de la BJCP que se suelen usar en los concursos, vienen relacionados 17. Es decir, más de la mitad de los defectos más comunes de la cerveza están provocados por una mala fermentación. ¿Se entiende ahora por qué es tan importante la salud de la levadura?
Como recomendaciones básicas para conseguir una fermentación óptima, la amplia bibliografía cervecera siempre coincide en varias pautas:
- Una buena oxigenación del mosto, puesto que, en la fase de latencia o adaptación, la levadura va a requerir de oxígeno. Pero eso ya lo hablamos en un post anterior [¡plink!]
- La temperatura de fermentación (y de maduración) es un punto clave para el éxito. Aquí cuenta también la temperatura que tiene el mosto cuando siembras la levadura. Es un tema al que habría que dar una gran profundidad, pero que al fin y al cabo va ligado a la levadura en cuestión que estés utilizando. No todas las cepas reaccionan igual. Salvemos este punto diciendo que una de las primeras mejoras que tienes que hacer a tu equipo de hacer cerveza es el control de la temperatura de fermentación, si es que no lo tienes ya. Empezarás a notar mejores resultados en cuanto tengas gobierno sobre la temperatura del mosto.
- La tercera pauta, que es la base de ese post, es empezar a fermentar con una cantidad idónea de levadura. Como veremos muy pronto, no siempre te vale con la cantidad de levadura que contiene un vial (en el caso de las levaduras líquidas). Más adelante hablaremos de cómo influye la viabilidad de la levadura (un dato ligado al tiempo que la levadura lleva en el vial y a su conservación), la densidad inicial de la cerveza y el volumen del lote. Maniobrando con esos datos, podrás saber qué cantidad de levadura es la ideal para tu lote.
¿Qué es un starter y cuándo conviene hacerlo?
Una respuesta muy simple a esta pregunta sería “un starter es como un lote pequeño de cerveza”, pero muchos tampoco están de acuerdo en esta definición. Si matizamos un poco, tendremos que decir que sí, que es un pequeño lote de cerveza, pero en el que vamos a volcarnos en favorecer en lo posible la reproducción y salud de la levadura, en sacrificio de que salga una cerveza bebible. Se insiste encarecidamente en que un starter implica dos cosas: levadura saludable y reproducción. Son dos cosas. No “sólo” reproducción de la levadura, sino que también hay que cuidar de la salud de la levadura. Sacrificar la salud de la levadura en favor de una propagación más grande o más rápida no es buena idea.
Si la confusión y la duda te corroe sobre cuándo es buena idea hacer un starter, las pautas para tener en cuenta con las siguientes (aplicables al uso de levadura líquida):
- Cuando el volumen de tu lote es muy grande. ¿Cuándo es un lote “grande”? Los viales de levadura líquida vienen ideados para lotes de aproximadamente 20 litros. Si vas a hacer 30, 40, 50 o más litros, es recomendable la gestión de un starter.
- Cuando la densidad de la cerveza es alta. ¿Cuándo es una densidad “alta? El punto está cuando supera el rango de los 1,040 – 1,045. Depende de la fuente que consultes. Por ejemplo, en la página de White Labs [¡plink!] te dice que a partir de una densidad de 1,050 es recomendable hacer un starter.
- Para cervezas tipo lager. Se requiere más cantidad de levadura cuando fermentamos cervezas tipo lager que con las de tipo ale. Incluso, algunas fuentes recomiendan hacer un starter si vas a fermentar por debajo de 18 °C, aunque no sean levaduras lager.
- Cuando la salud de la levadura está comprometida. Esto es, ha estado mal conservada, o la has comprado hace mucho tiempo. La fecha de cuándo fue empaquetado el vial aparece por norma en todos los que compras.
- Si queremos un arranque rápido de la fermentación.
Un starter, en definitiva, tiene diferentes propósitos. Uno de ellos, el más evidente, es incrementar tu cantidad de levadura, sin tener necesidad de gastar más dinero en nuevos viales. Otra de ellas es que indirectamente estas activando de manera firme la levadura que lleva tiempo inactiva en la nevera, dejándola a punto para la misión de fermentar tu mosto.
Pero otro propósito, que, aunque se le tiene menos en cuenta es muy útil, es que es la mejor manera de probar tu levadura. Haciendo un starter puedes asegurarte de si la levadura es viable o no. Saltará a la vista si la levadura está activa o completamente muerta.
También, al fermentar de manera sana con levadura muy activa y en perfecta forma, los resultados serán más homogéneos entre lote y lote, mucho menos imprevisibles, lo que va a redundar en una mejor consistencia entre lotes.
Unas palabritas sobre los viales de levadura líquida
El formato más comercializado a nivel jombrigüer de levadura líquida contiene 100 billones (americanos) de células. Hagamos un inciso acerca de cultura general aquí. Las compañías Wyeast y White Labs, grandes comercializadoras de levadura líquida, son estadounidenses. Mucha bibliografía cervecera y grandes autores de referencia de este submundillo son americanos. Por todo esto, conviene aclarar el concepto de billón, confuso para algunos.
En Europa, tradicionalmente, llamamos billón al millón de millones, que, si lo ponemos en número, un cero tras otro, luce así: 1.000.000.000.000. Es decir, que un billón tendría 12 ceros detrás del uno.
Sin embargo, los estadounidenses, llaman billón (billion) a mil millones, lo que en Europa conocemos como “millardo”. Puesto en cifras, serían “sólo” 9 ceros: 1.000.000.000.
Conviene aclarar esto de cara a que puedes consultar algún tipo de bibliografía extra referente a este tema y es procedente tener esto claro. Por lo tanto, si reformulamos el primer párrafo, podremos decir (ahora ya sin miedo) que el formato más comercializado a nivel jombrigüer de levadura líquida contiene 100 millardos de células, es decir, 100.000.000.000 de células de levaduras todas para ti.
A partir de este momento, y una vez hechas las aclaraciones pertinentes, las cantidades serán expresadas en millardos europeos, para que no haya más dudas. Si te parecen muchas células de levadura, lamento decirte que vas a encontrarte con ocasiones en que esta cantidad no es suficiente.
Una reflexión: hablamos mucho de las células de levadura cuando jugamos con levadura líquida, pero siempre obviamos cuántas células de levadura tienen los sobres de levadura seca. Los mismos fabricantes de levadura seca te aclaran que lo importante a la hora de usar levaduras secas no es el conteo de células, sino la biomasa, y por eso ellos siempre recomiendan poner una cantidad concreta de levadura, especificada en gramos por volumen de mosto. Veremos esto un poquito más adelante.
Si estudias las hojas técnicas de las levaduras secas más comunes, te darás cuenta que Fermentis indica que sus sobres de 11,5 gramos tienen un contenido en células de levadura de > 6 x 109 por gramo. Lallemand, por su parte, indica que sus sobres de 11 gramos incluyen ≥ 5 x 109 por gramo y Mangrove, > 5 x 109 por gramo, para sus sobres de 10 gramos.
A priori, podríamos asegurar que un sobre de Fermentis tiene 69 millardos de células de levadura, uno de Lallemand tendría 55 millardos y uno de Mangrove, 50 millardos. Y esas cifras suenan bastante inferiores a los viales de 100 millardos que te venden en las levaduras líquidas.
Aclaremos aquí que cuando los fabricantes de levadura seca añaden el simbolito “>” o “≥” delante de cuánta levadura por gramo contienen sus sobres, en realidad están diciendo que te aseguran “más de” esas levaduras en modo “viable”. Se distingue, por tanto, entre recuento de células totales y células viables. Un sobre de levadura seca contiene de inicio muchas más células de la que aseguran que sean viables (de ahí el “más de”). Y la única manera cierta de saber cuántas células va a tener tu sobre de levadura, sería (otra vez) contándolas por medio de un microscopio.
Comprobando esto, me he encontrado con cepas de levadura (por ejemplo, la Köln y la New England de Lallemand) que tienen un contenido en levaduras de “> 1 x 109”, lo que vienen siendo 11 millardos de levaduras viables garantizados. Esto es una quinta parte que el resto de levaduras secas de la misma marca. Contacté, curioso, con Lallemand, para averiguar el porqué de la diferencia. Su respuesta, rápida y concreta, no se hizo esperar. La razón de esto es que algunas cepas de levadura, como las que cito aquí, “tienen menor concentración celular por gramo seco en comparación con otras cepas de Lallemand, y al tener menor recuento tiene también menor número de viables. Pero es un tema de proceso de concentración de la biomasa, no de calidad de la levadura en sí. No todas las cepas se comportan igual en los procesos de secado, algunas es incluso imposible secarlas, pero en el caso de las mencionadas es posible, aunque con esos ligeros inconvenientes”. Está bien saberlo.
Respecto a la pérdida de viabilidad de la levadura seca, para esos sobres que se quedan en la nevera temporada tras temporada sin darle uso, no hay estudios publicados, que yo conozca. Y dependiendo de la cepa, la viabilidad que pone en el sobre está garantizada entre 2, 3 y hasta 4 años en el mejor de los casos.
¿Cuánta levadura tengo que inocular en un lote de cerveza?
Dejemos claro que volvemos al modo “levadura líquida”. Ya son muy familiares para nosotros ciertas medidas básicas como la densidad inicial o la densidad final, el pH, los IBU, el alcohol por volumen… Pero en el blog nunca habíamos tratado con anterioridad algo muy importante que en jerga cervecera viene a llamarse el “pitching rate”.
El pitching rate o “tasa de inoculación” en extremeño, no es otra cosa que la cantidad idónea de levadura que hay que poner en según qué mosto. Va a venir condicionado por la densidad inicial del mosto, y a más densidad inicial, necesitarás más cantidad de levadura para lograr una fermentación exitosa y saludable. Si pones menos levadura de la recomendable, la fermentación puede torcerse, de manera que la levadura genere compuestos de sabor no deseados, debido a lo que los técnicos de levadura llaman “estrés”. Y también la consistencia de los lotes puede comprometerse, en el sentido que, a pesar de repetir una receta, si la cantidad de levadura difiere de lote a lote, el resultado final será diferente.
Cuando ponemos menos levadura de la necesaria (el famoso “underpitching”), la fermentación arrancará más tarde, será más lenta y se tomará más tiempo para acabar. Ya comentamos en el post “La dura vida de las levaduras” [¡plink!] que la primera fase de la fermentación, conocida como “fase de latencia” es en la que la levadura se adapta al medio y se reproduce en presencia de oxígeno. Una cantidad deficiente de levadura tardará en completar esta fase, y puede darse el caso de que una bacteria, otra levadura salvaje o microorganismo no deseado le tome la delantera a nuestra levadura y echemos a perder el lote. Pero eso no es todo, podemos tener mayor producción de diacetilo, de alcoholes fúsel, de compuestos sulfurosos e incluso fermentaciones incompletas. Como ves, poner en el mosto una cantidad menor de levadura de lo recomendable, te provocará problemas en todos los casos, por lo que hay que evitarlo. Si alguien cree que el underpitching puede ser favorable en algún estilo (se recomienda particularmente en las weizenbier para obtener cierto perfil), entonces no hablamos de “underpitching”, sino de una “cuota concreta de levadura recomendable” o “tasa de inoculación ideal” para conseguir según qué objetivo, el underpitching siempre implica un error, no un ajuste.
¿Y si pones más levadura de lo recomendable? Pues el overpitching puede suponer un problema, pero por lo general no hay que temerlo. Dicho de otro modo, para que haya overpitching de verdad, ya tienes que haber puesto una burrada de levadura asombrosamente ingente. Todo el mundo prefiere poner levadura de más que arriesgarse a quedarse corto. Insistamos otra vez: todos los cerveceros, del primero al último, prefieren siempre poner levadura de más, que de menos.
Las consecuencias principales de un overpitching son la generación de ésteres no deseados, que se pierda la capacidad de generar y retener espuma de la cerveza, la pérdida de cuerpo (sensación en boca), y en casos extremos, un sabor a levadura que arruinará el lote.
Por todo lo dicho, vamos a determinar la cantidad de levadura ideal para cada lote, y, además, la manera de calcularla. Para esto, hay una metodología muy complicada que requiere de microscopio y que conlleva el conteo de células de levadura. Estos procesos de laboratorio, a pesar de ser ideales, no se llevan bien con los usos y costumbres jombrigüer más populares, por lo que vamos a obviarlos y a seguir otros más mundanos. En verdad, lo que vamos a hacer es jugar a estimar por métodos matemáticos y teóricos la cantidad de levadura que podemos tener.
Antes de empezar, y ya sabiendo lo que es la tasa de inoculación, vamos a aparcar por un momento las levaduras líquidas y vamos a volver a la reflexión sobre las levaduras secas. Habíamos dicho que los fabricantes de levadura seca siempre basan sus cuotas de inoculación en gramos por litro, y no en contaje de levaduras. Por esto, Fermentis recomienda entre 0,5 y 0,8 gramos de levadura por litro de mosto, Lallemand recomienda entre 0,5 y 1 gramo por litro de mosto y Mangrove Jack, 1 sobre de 10 gramos para 23 litros de cerveza menor de una densidad de 1,050, 2 sobres para cervezas con más de una densidad de 1,050 o si son lagers e incluso 4 sobres si vas a hacer lagers con una densidad mayor de 1,050. Mangrove Jack en realidad está diciendo que +/- 0,45 g/litro para cervezas normalitas, +/- 0,9 g/litros para cervezas de alta densidad o lagers y +/- 1,8 g/litro para lagers de alta densidad. Para lagers, Fermentis recomienda entre 0,8 y 1,2 g/litro en fermentaciones entre 12 y 15 °C y entre 2 y 3 gramos por litro si fermentamos por debajo de 9 °C. Obviamente, Lallemand recomienda el doble de lo que hemos dicho antes si vas a fermentar lager.
Si haces un lote de 25 litros de una APA de densidad normalita, según Fermentis necesitarías entre 12,5 y 20 gramos de levadura. Según Lallemand, entre 12,5 y 25 gramos y visto lo visto, las recomendaciones de Mangrove Jack, que son más específicas, te recomiendan un mínimo de 11,25 gramos.
A priori, la cantidad de levadura que tiene un sobre (ya sea en células aseguradas viables o en biomasa) son más bien escasas. Si haces un lote de 25 litros de una cerveza con 1,070 de densidad y pones un sobrecito de levadura, y encuentras algún defecto de fermentación, haz la prueba de poner más levadura la próxima vez a ver cómo va la fermentación, teniendo en cuenta todo lo dicho.
Regresemos al mundo de las levaduras líquidas. Para saber cuánta levadura hay que inocular en un lote de cerveza, está muy extendido el uso de la fórmula que nos proponen Chris White y Jamil Zainasheff en su libro “Yeast”, en la que se estima que la cantidad idónea de levadura es la de 1 millón de células de levadura viables por cada mililitro de mosto y por grado Plato. Así que procedamos a analizar la fórmula.
Para empezar, ya nos están jodiendo un poco porque los jombrigüeres de bien y que se asean debidamente, funcionan habitualmente midiendo la densidad específica (SG), y no en puñeteros grados Plato.
Llegados a este punto tenemos la posibilidad de hacer la conversión densidad específica / grado plato por “la cuenta de la vieja” o ser rigurosos. Si lo hacemos aproximado, podemos dividir las últimas cifras de la densidad específica entre 4. Esto quiere decir que si queremos fermentar una cerveza con una densidad inicial de 1,040 tenemos que dividir el 40 entre 4, que da 10 °P. Efectivamente, si usas la fórmula completa de conversión (más abajo, donde SG es “Specific Gravity”, o sea, “Densidad Específica”) te da 9,99 °P lo cual es bastante aproximado. Para 1,060 si lo hacemos fácil te da 15 °P y con el rigor de la fórmula, 14,74 °P. Y cuanto más alta sea la densidad más nos iremos desviando del dato riguroso. Por ejemplo, una densidad específica de 1,100 serían 23,77 °P y no 25 como podríamos calcular de cabeza.
Aquí están las 3 fórmulas más usadas, la más rigurosa es la primera, la menos, la última.
°P = (-616,868) + (1.111,14 x SG) – (630,272 x SG2) + (135,997 x SG3)
°P = 259 – (259 / SG)
°P = SG points / 4 (1,037 es “37 SG points”)
En cualquier caso, hay mil herramientas para hacer esta conversión bien si queremos ser rigurosos, o multitud de tablas de conversión por internet donde están las relaciones. O si no, te puedes descargar la tabla que Cervezomicón ha hecho solo pensando en ti [¡plink!]
Una vez superado el escollo y el trauma de trabajar con grados Plato, volvemos a la fórmula de Chris y Jamil:
Millones de células a inocular (Mci) = (Litros x 1000) x °P x AoL
El factor “AoL” quiere decir “Ale o Lager”. Inicialmente, si la levadura es ale, este factor era 0,75 (necesitarás menos levadura), y si era lager, el factor era 1,5 (necesitarás más levadura). Incluso, si vas a elaborar una Weizen, puedes usar el factor 0,5 o 0,6. ¿De dónde salen estas cifras? Las estableció George Fix en su libro “An Analysis of Brewing Techniques”.
Con el tiempo, otros divulgadores como los que cito continuamente o desarrolladores de calculadoras de internet han adaptado estos factores a su modo de ver y a rangos más concretos en función de la densidad de la cerveza tipo ale o tipo lager, lo cual suena un poco más lógico ya que no todos los estilos se fermentan linealmente, o dicho de otro modo, las cepas de levadura asociadas a ciertos estilos no se comportan igual. Más abajo hay un cuadro que es una recopilación de dichos factores. Ahora mismo quizá sea pronto para entender el cuadro, pero pronto verás cómo van encajando los conceptos. Verás otros rangos muy parecidos (o iguales) en muchas calculadoras de internet.

Y ahora vamos a complicarlo más. Resulta que Chris y Jamil matizan esta fórmula desde el principio. Lo primero es que esta fórmula se refiere a levadura que has recogido y guardado de un lote anterior (lo que se suele conocer en jerga cervecera como “repitching”). Es por esto que, si en realidad la levadura es fresca recién comprada en la levaduría, bien conservada, en realidad puedes usar la mitad de cantidad que te recomienda la fórmula. Es decir, que la cantidad resultante de células la puedes dividir entre 2 (Página 122 del libro “Yeast”).
No vamos a meternos (en este post) sobre la reutilización del barrillo (“slurry”) de levadura de un lote anterior (ni tampoco en levantar levadura desde una pendiente o un criotubo). La razón es que el contenido de levadura de ese barrillo puede variar bastante entre 1 y 3 millardos de células de levadura por mililitro de barrillo. Para determinar la densidad real de levadura por mililitro, vas a necesitar hacer un conteo de células con un microscopio. El enfoque de este post, como ya se ha insistido, es el de usar levadura fresca. Usar barrillo a la ligera puede provocar que pongas el triple de levadura de la necesaria, o un tercio, si no ajustas bien el rango. Lo que puede provocar el desastre más absoluto o una falta de consistencia entre lotes en el mejor de los casos, sin contar con que la levadura usada puede haber cambiado sus características de fermentación. Por supuesto, utilizar el barrillo es una técnica muy habitual (y aconsejable), pero conducir las buenas prácticas para hacerlo de forma coherente es material para otro post, al igual que gestionar un banco de levaduras y replicarlas a partir de su más mínima expresión, o incluso, “pescarlas” en botellas de cerveza comercial.
Sigamos con el análisis de la fórmula usando un ejemplo práctico. Pongamos que queremos fermentar 20 litros de un mosto de una APA de 1,048. Lo que vienen siendo 12 grados plato (°P). Tenemos que usar el factor 0,75 al ser una cerveza tipo ale. Entonces tenemos que:
Mci = (Litros x 1000) x °P x AoL
Mci = (20 x 1.000) x 12 x 0,75
Mci = 20.000 x 9
Mci = 180.000
O sea, que vamos a necesitar 180.000 millones de células de levadura (180.000.000.000) o, dicho de otra manera, más práctica, 180 millardos. Pero recordad que se refiere a levadura recolectada de un lote anterior. Si es levadura nueva/fresca en perfecto estado de revista, sería la mitad. Es decir, que necesitaríamos 90 millardos de levadura fresca. Si el vial común tiene 100 millardos, puedes usarlo directamente en tu lote de 20 litros sin gestionar un starter.
Vayamos a otro ejemplo. Pongamos que queremos hacer 40 litros de una Barley Wine, con una densidad inicial de 1,110 (que según nuestra tabla [¡plink!] son 25,93 °P). Entonces,
Mci = (Litros x 1000) x °P x AoL
Mci = (40 x 1.000) x 25,93 x 1,25
Mci = 40.000 x 32,41
Mci = 1.296.650
Ahora la cosa se pone seria. Necesitamos 1.300.000.000.000 de células. 1.300 millardos reutilizando levadura, la mitad (650 millardos) si usamos levadura nueva. O hacemos un starter o tendríamos que comprar unos cuantos viales de 100 millardos, lo cual sería un coste exagerado. Imagina que eres una microcervecería que en lugar de 40 litros va a elaborar 1000. ¿Se ve ahora la importancia de la gestión de propagación de levadura?
Como curiosidad, si en esta última fórmula aplicamos la conversión simple de grados plato y usamos 27,50 °P (1,110 entre 4) en lugar de los rigurosos 25,93 °P, nos resultarían 1.375 millardos, que divididos entre dos serían 687, frente a los 650 comentados. Un desfase notable que, en cualquier caso, desaconseja los cálculos aproximados.
De todas maneras, si le damos un giro a la fórmula White & Zainasheff, para que nos dé el resultado directamente en millardos y acoplándole el divisor entre 2 para el factor de levadura fresca, nos queda lo siguiente:
Millardos de células a inocular (MLLci) = [((Litros x 1000) x °P x AoL) / 2] / 1000
Si te abruman todos estos cálculos, hay muchas calculadoras por internet que te ahorraran trabajo, así que vamos a echarlas un vistazo. Veamos qué nos dicen las calculadoras más populares de internet con el siguiente ejemplo: supongamos que vamos a hacer el clon de Pliny the Elder, la exitosa Doble IPA de Russian River de la que hablo en el artículo “Técnicas de elaboración de una doble IPA” [¡plink!], para la cual recomiendan la levadura WLP001 o la Wyeast 1056 (y queremos usar líquida en lugar de irnos a la versión fácil de usar la Safale US-05).
Partimos de que apuntamos a una cerveza tipo ale con una densidad inicial de 1,072 y que nuestro fermentador tiene una capacidad de 25 litros, así que vamos a ver qué cantidad de levadura es óptima para la fermentación.
Aquí tenemos varias herramientas originales de tasas de inoculación, de las cuales vamos a hacer un pequeño análisis comparativo. Hay mil doscientas en internet, usa la que mejor te encaje, mejor entiendas o con la mejor te apañes. Vamos a comparar algunas, partiendo de la base que nuestro starter está fresco y sano porque está recién comprado y conservado. Digo esto porque todas incluyen un factor de viabilidad que por ahora no vamos a tener en cuenta.

Todas coinciden en que con un starter de 2 litros a 1,037 de densidad, alcanzaré el rango de levaduras deseado.
Pero nos queda un punto por aclarar. Uno importante… Si usamos la fórmula del libro Yeast, el resultado son 328 millardos si no aplicamos el divisor entre dos que Jamil Zainasheff y Chris White mencionan en el caso de usar levadura fresca en lugar de la rescatada de un lote anterior. Si hacemos caso a Jamil y a Chris, estamos hablando que “sólo” necesitaríamos 164 millardos de levaduras en nuestro starter, contradiciendo a todas esas calculadoras de internet.
Como no podía dejar este asunto en el aire, contacté con Chris White (recordemos: fundador, presidente y CEO de White Labs) para preguntarle expresamente por este tema y porqué las calculadoras de internet no tienen en cuenta el divisor entre dos que ellos aconsejan en el libro. El bueno de Chris no tardó en contestar mi e-mail, y comparto con vosotros su respuesta para que saquéis vuestras propias conclusiones.
“Las calculadoras de internet son maravillosas, pero se limitan a estimar un conteo de células, y aún más para tener en cuenta, a estimar su viabilidad. La mejor manera de hacer esta estimación sería usar un microscopio y así sabríamos la cantidad de células de levaduras y su viabilidad, y podríamos usar la cantidad adecuada de levadura. Y en cuanto a la idea de estimar cuántas células de levadura crecen en un starter, tengamos presente que eso también es una aproximación muy grande. […] Pero con relación a la parte del libro sobre usar un 50% menos de levadura si ésta procede de un laboratorio (primera generación), es cierto que ninguna calculadora lo tiene en cuenta. Todas las calculadoras usan la fórmula bajo el planteamiento de que vas a reutilizar levadura recogida en un lote anterior, pero los cerveceros caseros que usan un vial de levadura fresca no están reutilizando levadura de un lote anterior. Está claro que siempre puedes poner más levadura de la realmente recomendada si te gusta hacer starters, pero a menudo no es del todo necesario. La mejor manera de experimentar con eso es dividir un lote en dos partes, y en uno de ellos usar levadura fresca directamente del vial, y en el otro, usar levadura a la que se le ha practicado un starter. Probablemente, el lote con el starter fermentará más rápido, lo cual es algo bueno que tiene el hacer un starter. Pero luego compara las densidades finales de ambos lotes y haz una cata a ciegas de ambas cervezas.”
¡Vaya! A mí me parece una respuesta interesante, no sólo por estimar la cantidad de levadura más adecuada para nuestros lotes, sino también porque se sube al carro de un consejo que no paramos de decir en este blog: experimenta por ti mismo. Si una ciencia no es cierta, o es cierta de muchas maneras diferentes, es la cervecería casera.
He de decir que también contacté con Jamil Zainasheff para conocer su opinión sobre este asunto, pero no me contestó.
Para acabar de hablar sobre las calculadoras, hay que cogerlas también a “pies juntillas”, ya que no tienen en cuenta factores como, por ejemplo, la cepa de levadura. En esta web [¡plink!] puedes encontrar experimentos que demuestran que diferentes levaduras en igualdad de condiciones no crecen de igual manera. O gente que pone en duda todos estos números al encontrarse diferencias en los conteos de células al microscopio en rangos tan amplios como el 25%.
Si aplicamos la fórmula remozada de Chris y Jamil para jombrigüeres avezados al ejemplo del clon de Pliny de Elder, tenemos que:
MLLci = [((Litros x 1000) x °P x AoL) / 2] / 1000
MLLci = [(( 25 x 1000) x 17,51 x 0,75 ) / 2] /1000
MLLci = [( 25.000 x 17,51 x 0,75 ) / 2] / 1000
MLLci = ( 328.312 / 2 ) / 1000
MLLci = 164.156 / 1000
MLLci = 164
Los 164 millardos son consecuentes con el comentario de Chris White respecto a las calculadoras de internet.
Ahora ya sabemos cuántos millardos de células de levadura viables hacen falta para conseguir una fermentación sana en nuestro lote de cerveza. Pero todavía nos falta saber qué tenemos que hacer para conseguirlos, sin tener que recurrir a la compra de viales extra.
¿Cuál es el mejor volumen de un starter?
Por un lado, tenemos un vial con 100 millardos de levadura, y por otro, si seguimos con el ejemplo que acabamos de ver, sabemos que necesitamos 164 millardos, así que tenemos que crear 64 millardos antes de inocular la levadura en nuestro lote. Y si has estado leyendo hasta aquí, no te sorprenderá que la respuesta sea que hay que hacer un starter.
¿Pero cómo lo orquestamos? El siguiente paso será poner nuestro vial de levadura fresco en una cantidad concreta de mosto. ¿Qué cantidad de mosto es la adecuada para sembrar nuestra levadura y hacer el maldito starter? ¿Qué implicaciones tiene sembrar el vial en un litro de levadura o en dos o en cuatro?
La clave para acertar con el tamaño ideal del starter está en asimilar que la tasa de inoculación (ya sabéis, el “pitching rate”) afecta directamente a la tasa de crecimiento. O, dicho de otra manera, la cantidad de levadura que pongas en el starter con respecto al volumen de este va a condicionar de manera directa a la cantidad de nueva levadura que va a producirse. Cabe dar voz aquí a quienes piensan que la levadura no se para a contar cuántos azúcares tiene disponibles para decidir si crece o no crece, y que usan otros modelos de crecimiento.
Dicho esto, comúnmente se piensa que, si no ajustamos la tasa de inoculación correctamente, estaremos poniendo levadura de más, lo cual incidirá en una baja tasa de propagación, y el starter será ineficaz. Si pones muy poca levadura, tampoco tendrá lugar la propagación idónea.
¿De dónde viene en realidad este planteamiento? Olau Nielsen, en una publicación de 2005 de la MBAA (Master Brewers Association of the Americas), acerca del control del proceso de propagación de levadura [¡plink!] hizo sus experimentos con esmero y alegría y estableció el factor de rendimiento del starter (FRS), que mide el crecimiento de las células de levadura en función de los azúcares del mosto consumidos, lo que resulta en una cifra útil para saber cuál es la manera más eficaz de ajustar el volumen de un starter. Se formula así:

El ejemplo que nos ponen en el libro “Yeast” para entender esta fórmula es el siguiente: suponemos que ponemos en un litro de mosto un vial con 100 millardos de células. Eso nos deja una proporción de millones de células por mililitro de mosto de 100. Dicho de otro modo, tendremos 100 millones de células por mililitro.
Supongamos que el starter acaba su fermentación, hacemos un recuento de células con avanzados elementos de laboratorio (microscopio marca ACME) y sabemos que al final tenemos 152 millardos de células (si recordamos que teníamos un litro de mosto, la nueva proporción será de 152 millones por mililitro). El mosto tenía una densidad inicial de 1,036 (9 °P), y acaba con 1,008 (2 °P). Eso nos deja una disminución de la densidad de 7 °P, por lo cual:

Cuanto más alto sea el valor de FRS, quiere decir que el crecimiento de nuevas levaduras es más eficiente. En el libro “Yeast” hacen un experimento interesante a nivel jombrigüer, donde ponen un vial de la levadura WLP001 (100 millardos de células) en starters con diferentes volúmenes, para medir el factor de rendimiento de cada uno de ellos. Y gracias a ese experimento podemos ver dónde empieza a bajar la eficiencia del factor de rendimiento.
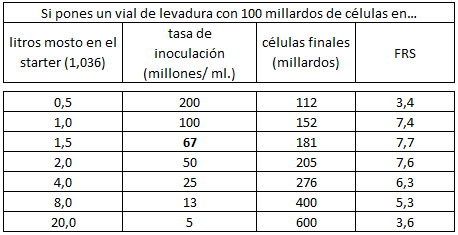
De acuerdo con estos experimentos está claro que el crecimiento no es lineal y que existe una curva con un pico en un momento específico, y que luego vuelve a caer. En la tabla llama la atención cómo la tasa de crecimiento de un starter de medio litro es muy baja, y esto ocurre (según Olau) porque la levadura no se reproduce si no tienen suficientes azúcares y nutrientes para cada una de las células resultantes. Según Neva Parker (bióloga y Directora de Operaciones de White Labs), los starters con poco mosto (como este de medio litro) son perjudiciales para la levadura porque ésta no tiene reservas suficientes y al hacer esto, estaríamos debilitando a la levadura. El starter mínimo recomendable siempre que usemos el vial típico de 100 millardos sería de 1 litro.
El hecho importante aquí es que obtenemos el mayor factor de rendimiento (7,7) cuando la tasa de inoculación es de 67 millones por mililitro. Ojo, que no estamos diciendo que siempre tengamos que atenernos a las tasas de inoculaciones más eficaces, sobre todo a nivel jombrigüer.
La última línea de la tabla también es interesante. Vemos lo que pasa si ponemos el vial de 100 millardos en un lote de 20 litros. Es decir, lo que ocurre en una fermentación normal, con una tasa de inoculación normal.
Todo esto está muy bonito. ¿Por qué queremos saberlo? Porque es importante entender que el crecimiento de levaduras no es para nada lineal, que está más cerca del caos que de un control matemático, que va a depender de muchos factores y que sólo podemos jugar a estimar un crecimiento en base a experimentos anteriores. Ya nos ha quedado claro que la única práctica real para saber el contenido de células viables de un starter es un conteo de levaduras al microscopio. Y que, si no hacemos eso, tenemos que apostar por lo que nos diga una calculadora de internet, nuestras propias conclusiones o lo que diga nuestro cuñado el que toca la guitarra.
Sabiendo a lo que nos enfrentamos, podemos tomar decisiones adecuadas, o al menos, intentarlo. Partiendo de la base de que casi nadie tiene en cuenta que las levaduras varían su tasa de crecimiento en función de si son de una cepa concreta u otra… ya me dirás.
Volvamos a lo práctico (o más o menos práctico, mejor dicho). Habíamos dicho antes que necesitamos convertir nuestros 100 millardos iniciales en 164. Si tenemos en cuenta el experimento del libro “Yeast” que plasma la tabla de más arriba, podemos esperar que si pongo mis 100 millardos en un litro y medio de un mosto con densidad 1,036 puedo conseguir 181 millardos; suficientes para mi birra.
Podemos tener la tabla de arriba como guía o resumen sencillo. Así podemos decir que, por ejemplo, poniendo un vial sano en un litro de mosto, obtendremos 150 millardos de levadura, y con uno de dos litros, doblaremos los 100 millardos iniciales a 200.
Pero seguro que necesitáis más concreción en los datos. Si lees Cervezomicón no es para que dejemos las cosas así al aire. Necesitas más detalle de las cosas. Buen chico. Para eso, Brewer’s Friend nos va a ayudar mucho, porque desarrolla más información a partir del experimento del libro “Yeast” [¡plink!]. De hecho, si te preguntas porqué muchas calculadoras recomiendan un mosto de 1,036 de densidad inicial y no 1,040 o 1,038, sólo es porque basan sus cálculos en el experimento de Chris White del libro “Yeast”. Si Chris White hubiera decidido hacer el starter con 1,042 todas las calculadoras también lo recomendarían.
Antes de seguir vamos a hacer una parada para introducir el concepto de la viabilidad de la levadura de tu vial. Como siempre, hablando de viabilidad teórica (sabiendo lo que ya sabemos). Se suele establecer que los viales pierden un rango de 20-21% de células cada mes que pasan empaquetados. Por eso es importante conocer la fecha de empaquetado y también usarlos rápido. En la siguiente tabla podemos ver cuántos millardos de células de levadura van quedando en el paquete según esta teoría.

Las calculadoras de internet son más exactas porque te lo calculan al día según la fecha que figura en tu vial. Si quieres emular ese cálculo, divide el porcentaje de 20-21% por 30 días del mes, que te quedará 0,66 – 0,7 % cada día, y haz las cuentas pertinentes. A partir de ahora, será un dato que debemos tener en cuenta. Quien piense que tiene un vial con una cantidad real de 100 millardos de células viables en su casa, seguro que también cree en el ratoncito Perez, en Santa Claus y/o en el neoliberalismo como modelo económico eficaz.
Brewer’s Friend nos dice que el factor de crecimiento de las levaduras, teniendo como base el experimento dichoso, va a venir establecido por la siguiente y simpática ecuación:
Factor de Crecimiento = (12,54793776 x Tasa de Inoculación ^-0,4594858324) – 0,9994994906
Para quienes no estéis acostumbrados a las matemáticas, el simbolito “^” viene a indicar “elevado a”. Es sólo una herramienta matemática en función de los datos obtenidos, que no tiene en cuenta factores variables (oxigenación, aplicación de agitadores magnéticos) y que sólo nos apoya en conducir una estimación.
Recordad también que la Tasa de Inoculación se calcula dividiendo los millardos de levaduras del vial por los litros del starter. Hagamos nuestra prueba. Si ponemos los 100 millardos en 2 litros, nos da una tasa de inoculación de 100 / 2 = 50. Si lo aplicamos a la fórmula, tenemos que:
Factor de Crecimiento = (12,54793776 x 50 -0,4594858324) – 0,9994994906
Factor de Crecimiento = (12,54793776 x 0,16570948) – 0,9994994906
Factor de Crecimiento = 2,079312236 – 0,9994994906
Factor de Crecimiento = 1,0798127
Podemos permitirnos redondear a 1,08 para hacer la estimación más sencilla. ¿Qué nos dice esa tasa de crecimiento de 1,08? Pues que a partir de los 100 millardos se crearán 100 x 1,08 levaduras nuevas. Esto es, 108 millardos nuevos. Que sumados a los 100 iniciales, hacen 100 + 108 = 208 millardos. La cifra se parece mucho a los 205 millardos que declaraba la tabla más arriba.
Ojo, que la publicación de Brewer’s Friend también dice que si usamos técnicas para favorecer que haya oxígeno en el starters, el crecimiento que estiman esta fórmula se verá incrementado.
Esta fórmula nos da los medios necesarios para calcular desde el inicio el volumen recomendado del starter. Pensemos que creemos saber las células que tenemos y las que queremos, por lo que podemos encontrar el Factor de Crecimiento deseado, y con ese dato, resolver la ecuación de tal manera que podamos calcular directamente los litros de mosto recomendados.
Tras consultar a un par de amigos con grandes dotes matemáticas (¡gracias, Guarripex!) y contrastar los resultados, podemos aproximarnos mucho al volumen del starter requerido siguiendo esta ecuación, aplicando los parámetros que hemos comentado a lo largo del texto.

Por ejemplo, para 25 litros de una cerveza tipo ale con 1,080 de densidad, se recomienda partir con 181 millardos de levadura (consulta la fórmula más arriba). Si partimos de un vial fresco con 100 millardos viables, el resultado de la fórmula sería:

Se parece muchísimo al litro y medio recomendado por Chris White en su tabla para conseguir los 181 millardos. Una vez más, cojamos el ejemplo del clon de Pliny the Elder. Queremos 164 millardos partiendo de un vial fresco con 100 millardos. Aplicando la fórmula, nos da que el volumen idóneo sería 1,2 litros. En este caso también lo podemos hacer de 1,5 litros o incluso 2 sin tener que preocuparnos demasiado, partiendo de la base que el overpitching no es un problema salvo que sea un ultra-overpitching.
Imaginemos que el vial lleva un mes en la nevera, con lo que podemos estimar que nos quedan 80 millardos. Aplicando la fórmula, nos aconseja hacer un starter con 1,55 litros.
Si la fórmula te aconseja gestionar un starter con un volumen muy grande (por ejemplo, 5 litros), tendrías que plantearte hacer starters escalonados. No obstante, para lotes de 25 litros y densidades tan altas como 1,100 en cervezas tipo ale te indican arrancar con 223 millardos de levadura como mínimo, que se pueden conseguir con unos 3 litros de starter. Así que a no ser que quieras hacer algo muy extremo o tus lotes sean especialmente grandes, no deberías tener problemas ni con la fórmula, ni para gestionar starters cómodamente.
Insistimos. Esto no deja de ser matemática teórica aplicada al comportamiento de un ser vivo, pero nos ayuda a establecer parámetros por los cuales guiarnos y poder sacar nuestros procedimientos partiendo de una base más o menos lógica.
Otro modelo para calcular esto lo desarrolla Braukaiser [¡plink!], que no estaba muy de acuerdo en cómo White & Zainasheff hicieron su experimento. Él sí usa agitadores magnéticos y basa sus cálculos en cuántos millardos de levadura crecían a partir de un contenido concreto de extracto del starter. Sus cálculos se implementaron en Brewer’s Friend y Yeastcalc.com.
A muchos estos cálculos les parecerán un peñazo, por lo que mi recomendación es que usen las calculadoras de internet, que hacen la vida más sencilla. Si tenemos en cuenta que muchas veces te recomendarán una tasa de inoculación realmente exagerada según los comentarios de Chris White, tampoco pasa nada si nos quedamos un poco cortos en esas estimaciones. Y como ya hemos dicho, es peor quedarse por debajo que poner levadura de más, por lo que no tenemos que preocuparnos mucho por pasarnos de cantidad de levadura. ¡Probad y sacad vuestras propias conclusiones, siempre!
¿Qué necesito para hacer un starter?
Los elementos básicos son: un recipiente, el mosto, la levadura y nutrientes. El kit avanzado incluiría todo esto, más un agitador magnético y la varilla o píldora agitadora (también conocida como “habichuela cósmica” en algunos otros círculos más íntimos y desenfadados). Aunque cuando leas el post entero y los nuevos enfoques más modernos, vas a conocer otras alternativas al agitador magnético y te vas a cuestionar su utilidad real.
Entremos en detalles: vas a necesitar un recipiente para albergar el mosto y donde va a trabajar la levadura. Todos los manuales que encontrarás, así como videos y demás ejemplos recomiendan un matraz de Erlenmeyer, que suele estar hecho de borosilicato con forma de cono, plano en la base y con cuello cilíndrico, muy usado en laboratorios. Es fácil de conseguir, y bastante cómodo de usar. ¿Es imprescindible? Pues también. Nadie te obliga a tener uno para que el starter funcione. Es decir, puedes buscarle un sustituto igual de práctico. Pero si puedes conseguir uno, hazte con él. La principal razón de usar un erlenmeyer y no otra cosa es que el erlenmeyer puede ser puesto en el fuego directamente para hervir el mosto, y que aguanta muy bien los cambios bruscos de temperatura, así que puede ponerse en agua fría cuando el mosto esté aun caliente y no saltará en mil añicos (normalmente).
En el erlenmeyer vas a poner el mosto, así que (obviamente) vas a necesitar mosto. El mosto puede venir de un lote anterior, si lo has esterilizado bien y está bien conservado, o hacerlo rápido mediante el uso de extracto seco de malta. Los dos métodos son perfectamente válidos y es cuestión de gustos. También podrías hacer un macerado para sacar el mosto, pero eso ya es más trabajoso. Es muy recomendable tener a mano extracto seco de malta para poder recurrir a él en cualquier momento. A la hora de comprar, busca siempre el más claro (light) que puedas. Lo concretaremos más adelante, pero habitualmente irás a mostos con una densidad de entre 1,036 y 1,040.
Incluir nutrientes de levadura en el mosto del starter es una buena práctica, pero no es esencial. Es recomendable, pero si un día te olvidas o no tienes nutrientes a mano, el proceso seguirá siendo viable sin los nutrientes. De hecho, es conveniente destacar que algunas levaduras comerciales incluyen nutrientes de levadura, como las de Wyeast que hay que romper su bolsa dentro de la bolsa grande para que se mezclen nutrientes y levaduras. Y otras marcas no los incluyen.
Y también vas a necesitar oxígeno. ¡¡Oxígeno!! La presencia de oxígeno va a favorecer en gran medida la propagación de la levadura. Técnicamente, David Logsdon (fundador de Wyeast Laboratories) apunta que un nivel alto de oxígeno en el mosto aumenta el nivel de esteroles (se sintetiza más fácilmente) y mejora la permeabilidad de las membranas de las levaduras, lo que hace que crezcan (se propaguen) más rápidamente y de manera más sana. Dicho de otro modo, el oxígeno va a ayudar a producir ácidos grasos y esteroles, que son piezas esenciales para fabricar nuevas células de levadura, que es justamente nuestro propósito.
Me perdería aportando datos acerca de cuántas ppm de oxígeno hacen falta (entre 8 y 10 de manera óptima, y 5 ppm como mínimo), pero lo considero un poco absurdo porque este post va dirigido a jombrigüeres sin microscopio (ni ganas) para hacer un conteo de levaduras. Así que también va dirigido a los jombrigüeres que no tienen medidores de oxígeno disuelto (oxímetro).
¿Cómo lo conseguimos? Inyectándolo mecánicamente, por el método más extendido. Es cuando entra a jugar los agitadores magnéticos (stir plate). Estos engendros mecánicos podemos fabricarlos en casa fácilmente con un par de cosillas, de forma barata y eficiente.
Hay muchos tutoriales en internet para hacer un agitador magnético casero, incluyendo videos de YouTube, pero yo os voy a dejar aquí el link al blog de Hanselbier [¡plink!]; es parco en palabras, pero efectivo en resultados.
Aquí podemos elegir qué queremos, que la habichuela cósmica esté dando vueltas todo el tiempo, lo que conlleva una oxigenación continuada del mosto, o ciertos arranques periódicos. Que lo agite una hora sí, otra no. Que lo agite 10 minutos cada hora… las opciones son muchas y puedes adaptarlas a tus necesidades. Muchas veces el ruido que hace es molesto y tienes que apagarlo por las noches. Hagas lo que hagas, el objetivo de este planteamiento (que luego pondremos en duda) es procurar que el método de oxigenación sea efectivo durante el tiempo que el starter esté creándose.
Otra función de agitar el mosto es expulsar el CO2, que no necesitamos para nada y va a influir negativamente en la reproducción de la levadura. El intercambio de gases (fuera CO2, ¡hola, oxígeno!) será ideal para nuestro propósito.
Todos los estudios en los que se basa la bibliografía de los starters dicen que el crecimiento de levadura va a ser más exitoso y saludable tanto en cuanto haya más oxígeno disponible. Así que podemos decir que el oxígeno es un ingrediente o materia prima para hacer nuevas células. Si no hay oxígeno, no hay materias primas disponibles para construir nuevas células saludables, por lo que la levadura “buscará opciones” sustitutivas del oxígeno, las cuales siempre serán insuficientes y lejos de ser óptimas. El resultado será un crecimiento lento y deficiente. ¡¡El oxígeno es la clave!!
Algo para tener en cuenta acerca de los agitadores magnéticos es que pueden aumentar la temperatura del mosto, a causa del movimiento, a un rango no deseado. Otro problema documentado es que, al meter aire en el mosto, también hay incidencia en la temperatura en función de la temperatura del ambiente. Suele ocurrir que las temperaturas ambientes tienen amplios rangos entre el día y la noche y eso puede provocar también que la levadura se vea afectada. En cualquier caso, es mejor hacer el starter donde la temperatura vaya a sufrir menos cambios bruscos, o que sea constante.
Por todo lo dicho, no hay que tapar el starter, ni poner un airlock. Un trozo de papel de aluminio debidamente sanitizado es lo idóneo. Permitirá el intercambio de gases tan deseado en este proceso y te librará de las bacterias y levaduras salvajes.
Si no dispones de un agitador magnético, puedes usar la técnica australiana (u otro enfoque moderno muy parecido del que hablaremos al final del post). Consiste en hacer el starter en una botella de plástico de 2 litros de refresco, muy común. Eso te permite menear el starter manualmente de manera fácil. Lo cierras con el tapón y lo agitas con brío sacando todo el CO2. Luego destapas y meneas con cuidado para intentar atrapar oxígeno. Así todas las veces que puedas. Al menos, una vez por hora. Hay estudios que documentan una diferencia de hasta un 40% de diferencia en la tasa de crecimiento.
El pH idóneo para un mosto de starter es de 5. La mayoría de los extractos secos de malta te darán un rango de entre 4 y 6 cuando hagas el mosto con tu agua, a no ser que tu agua tenga un pH excesivamente alto. Si el agua de tu grifo te va a fastidiar este tema, es mejor usar agua mineral para ahorrarte problemas.
¡Vamos a hacer un starter!
Lo primero que hay que tener en cuenta a la hora de hacer un starter es la higiene (o sanitización, como nos gusta decirlo a los jombrigüeres). Si a la hora de elaborar cerveza este punto es clave, la pulcritud a la hora de hacer un starter debe ser del copón de la baraja, como si operaras de urgencia el pene de un rey sin descendencia reconocida.
Se insiste en proporcionar a la levadura un ambiente sano. Hay que tener claro que “una cantidad menor de levadura saludable va a hacer mejor cerveza que una cantidad mayor de levadura en malas condiciones”.
Un punto importante a la hora de hacer un starter es equilibrar la densidad del mosto convenientemente. Si tienes un mosto con muy poca densidad donde vas a inocular la levadura, el crecimiento (propagación) de la misma será mínimo. Si te pasas de densidad con respecto a la cantidad de levadura, también será problemático, como ya hemos visto.
Como regla genérica, es conveniente empezar con un mosto con una densidad de 1,030 – 1,040, siempre y cuando la levadura esté en condiciones (si el vial está caducado desde hace tiempo, su viabilidad está muy comprometida y conviene derivar la consulta al departamento de “necromancia jombrigüer”, de la que hablaremos en otro post). Una densidad baja del mosto del starter implicará un menor crecimiento de levadura. Una densidad muy alta, conllevará una reproducción mayor a causa de la cantidad de azúcares presentes, pero también más estrés para la levadura (que no queremos) que va a producir sabores indeseados. Ya hemos visto que la mayoría de los cálculos se hacen con un mosto de 1,036 porque los experimentos de los que escriben sobre esto fueron con esa densidad. El rango de 1,036-1,040 es ideal para nuestros propósitos sencillos.
Si usas extracto seco de malta (DME para los angloparlantes, por ser las siglas de Dry Malt Extract), el modo de hacer mosto para starters es muy sencillo. Se añade 1 gramo de extracto de malta por cada 10 ml de mosto. No hay que hacer muchas cuentas. Esto quiere decir que, si pones 100 gramos de extracto en 1 litro de mosto, tienes una densidad de 1,040. Si lo que quieres son 2 litros de mosto, tendrás que poner 200 gramos de extracto. Y así todo el rato. Es lo más cómodo, simple, sencillo y directo: 100 gramos de DME por cada litro de agua.
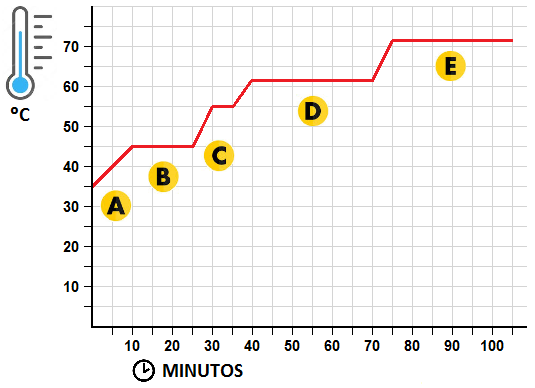
El siguiente paso es hervir la mezcla para matar todo bicho viviente y lograr la correcta disolución del extracto. Con 10-15 minutos es suficiente. Las buenas prácticas, además, aconsejan poner a hervir también algo de nutriente de levadura. Con una pizca es suficiente (para hacerte a la idea, si usas una cucharita de té, calcula mentalmente la octava parte de su capacidad).
Una vez hervido el mosto, hay que enfriarlo antes de seguir operando. El uso de un erlenmeyer te permite hervir el mosto directamente dentro de él, lo que te asegura una sanitización completa. El erlenmeyer tiene que ser de borosilicato para que aguante el calor (Pyrex), y conviene tapar la boquilla con un pedazo de papel de aluminio. ¡Ojo! Si no estás atento, dependiendo de la capacidad del erlenmeyer y de cuánto mosto quieras hacer dentro, si el hervido arranca fuerte puedes provocar que el mosto hirviendo se salga del erlenmeyer y montes de la Dios-es-Cristo en la cocina. Ya no por manchar, sino porque el mosto hirviendo y pegajoso es muy peligroso y no queremos que nadie sufra ningún daño. Toma las precauciones necesarias para que esto no ocurra.
En el mercado hay estabilizadores de espuma que al añadirse al mosto pueden evitar estos peligrosos derrames y hacen el proceso más fácil, pero son opcionales. Basta tener un poco de cuidado y de control para que esto no ocurra sin tener que recurrir a estas soluciones químicas.
Si hierves en un cazo y luego lo pasas al erlenmeyer o a otro recipiente, tendrás que asegurar la sanitización en estos pasos.
Para enfriar el mosto, puedes dejarlo estar durante unas horas quieto, o sumergirlo en agua fría en el fregadero o algún barreño. Cuando manejes el erlenmeyer estará muy caliente, así que usa guantes de cocina o algún trapo grueso.
Cuando el mosto ya está a temperatura idónea (21-24 °C), añadimos con cuidadito la levadura y le damos un meneo vigoroso al starter de al menos 30 segundos, cuidándonos de no salpicar o de hacer alguna trastada con el matraz. Ahora busca un lugar tranquilo para el starter, lejos de mascotas y donde la temperatura sea estable, para evitar que oscile muchos grados.
Como ya hemos recalcado en el apartado relativo al oxígeno, al erlenmeyer o al recipiente que uses, no hace falta ponerle airlock o taparlo. Hemos dicho que el intercambio de oxígeno es favorable y necesario para un buen starter. Lo que se suele hacer y habrás visto (o vas a ver) en millones de fotos y/o videos es que casi todo el mundo usa un trozo de papel de aluminio, convenientemente sanitizado con Star San.
¿Cuánto tarda en hacerse un starter? También va a depender de factores variables, pero para ubicarnos, la mayoría de los starters bien condicionados en densidad del mosto, temperatura y tasa de inoculación, pueden estar listos en torno a 12 o 18 horas.
Si la tasa de inoculación es deficiente o la temperatura demasiado baja, podemos irnos hasta las 36 horas, aunque a las 24 horas la levadura ya habría alcanzado su población máxima. Pero las numerosas fuentes consultadas insisten que, en condiciones normales, un starter debería completarse en 12-18 horas. Después de eso, puedes usarlo para sembrarlo en tu mosto, o puedes guardarlo en frío hasta que el día de elaboración llegue. Por eso es buena idea hacerlo el día antes de elaborar el lote de birra.
Si lo pones en frío, la levadura decantará al fondo. El día de elaboración sólo tienes que eliminar con cuidado la parte del sobrenadante que no quieres, dejando sólo 1 cm de sobrenadante por encima de la levadura, dejarlo fuera de la nevera entre 3 o 5 horas antes de inocularlo (para que gane temperatura gradualmente y no haya shock térmico), menearlo bien dentro del matraz para asegurarte de que recoges toda la levadura posible, y sembrarla en tu mosto.
¿Cuánto tiempo puedo tener el starter en la nevera? No está definido claramente, pero la respuesta más elemental es que cuanto antes lo utilices, mejor. Cuanto más retardes su uso, más células dejarán de ser efectivas. Y, en cualquier caso, si lo tienes en frío más de una semana, lo más conveniente es volver a hacer otro starter (es decir, activar esa levadura en mosto nuevo, no hacer otro starter diferente).
Otros planteamientos
Los planteamientos que seguir durante la realización del starter son diferentes en función de los gustos del jombrigüer, el blog/libro que haya leído primero o su propia experiencia. Como solemos decir en casi todos los post de este, vuestro blog, siempre hay diferentes escuelas o cuadros de opinión para según qué procesos. Muchas veces irreconciliables entre sí, los diferentes pensamientos conviven entre los jombrigüeres y resultan en buenas cervezas sigas el camino que sigas (en la mayoría de los casos y obviando matices). Ciertamente, es bueno que haya variedad de líneas de acción.
Dicho lo cual, algunos jombrigüeres prefieren esperar a que la levadura del starter decante en el fondo del matraz una vez haya consumido todos los azúcares del mosto. Y prefieren que la levadura decante porque su siguiente paso es eliminar del mosto gastado, ya que opinan que esa parte del starter no le va a hacer ningún bien a la cerveza y que puede aportar algún tipo de sabor raro.
Definamos entonces lo que tenemos en el matraz para ordenar ideas. Por una parte, tenemos el típico barrillo de levadura, a tope de salud y lista para fermentar. A la parte de líquido (mosto gastado) que está en la parte superior, se la denomina “sobrenadante”, que queremos desechar. Ambas partes son claramente diferenciables a simple vista.
Es verdad que este planteamiento es particularmente útil y necesario cuando se hacen starters muy grandes, o cuando se ha sometido el starter a oxigenación continua, ya que el sobrenadante adquiere malos sabores (y olores). Desechar el sobrenadante es recomendable cuando el volumen del starter es mayor al 5% del lote total. Es decir, si tienes un lote de 25 litros, cuyo 5% es 1,25 litros, no es recomendable echarle 3 o 4 litros de sobrenadante.
Maticemos también aquí un punto importante. Si vas a eliminar el sobrenadante, asegúrate de que ha decantado toda la levadura, dejando el matraz quieto al menos 8 o 12 horas. Si separas la leva del sobrenadante antes de tiempo, en él todavía quedarán las levaduras menos floculantes y que son también las más atenuantes. Asegúrate de que estas habilidosas muchachas también van en el barrillo. Tienes que esperar a que se haya completado el ciclo de fermentación, no haya azúcares en el mostucho y todo haya decantado bien.
El otro planteamiento, diferente al anterior, es echar el starter al fermentador principal tan pronto la levadura haya alcanzado el pico de crecimiento y esté en una fase de fermentación activa, conocido en jerga como el “high krausen”. Los jombrigüeres partidarios de este enfoque piensan que es el procedimiento ideal, ya que asegurará un mejor arranque de la fermentación principal al considerar que la actividad de la levadura es más vigorosa de algún modo y mejor adaptada.
Se cuidan mucho de que la temperatura del starter sea más o menos análoga a la del lote principal, para que no haya un shock térmico (+/- 3-4 °C de diferencia entre uno y otro) que comprometa la fermentación.
Sobre las temperaturas de crecimiento
A nivel profesional, los laboratorios que proveen levadura a las fábricas de cerveza realizan sus operaciones en el rango de 20-25 °C. Aunque un buen rango para jombrigüeres es entre 18 °C y 24 °C. Muchos prefieren hacer los starters de las levadura lagers a unas temperaturas más frescas (lo que provocará un crecimiento más lento) y a las levaduras ale, un poco más cálidas. En cualquier caso, una temperatura de 22 °C es eficiente y les viene bien a ambos tipos de levaduras (fuente: libro Yeast, página 137, últimas dos líneas). Jamil defiende 21 °C para levaduras ale y un poco más bajas para levaduras lager en la página Mr. Malty.
Cuanto más caliente sea un starter (dentro de rangos de temperatura sensatos, hasta un máximo de 32 °C), mayor será el rango de crecimiento de levaduras, pero la viabilidad de la levadura a estas temperaturas empieza a sufrir. Incluso, para levaduras lager esto puede resultar un despropósito, ya que hay experimentos que han visto que las nuevas levaduras pueden crearse con una pequeña mutación que les haga menos floculantes.
Pero volvemos a encontrar más opiniones diferentes, como siempre. Más allá de la recomendación más extendida de hacer el starter a la misma temperatura que vas a fermentar el lote de cerveza, podemos citar al Dr. Clayton Cone, uno de los grandes expertos de estos asuntos levadurosos, quien nos aconseja hacer el starter en un rango de temperaturas nunca mayor de 7-8 °C de la temperatura de fermentación del lote. Neva Parker, de White Labs, sugiere un rango máximo de 5-6 °C de diferencia e idealmente, entre 2 y 3 °C, sobre todo si vas a sembrar la levadura en el pico de actividad del starter.
Una buena práctica para equilibrar las temperaturas entre starter y lote principal, es ir añadiendo mosto del lote a fermentar en pequeñas cantidades al starter, antes de sembrarlo de golpe, de manera que la levadura se va adaptando a la temperatura del lote poco a poco y al final el choque térmico es mínimo.
La vuelta de tuerca de las tendencias modernas
Bien es sabido por quienes me conocen, que invierto mucho tiempo en escribir un post para el blog, ya no sólo porque la vida de un jombrigüer cuarentón, trabajador y con hijos es complicada, sino porque me gusta ser concienzudo y construir un relato global de los diferentes pareceres y prácticas que hay sobre un tema concreto, lo que requiere informarse a diestra y siniestra.
Además, dado lo caótico de mi procedimiento, es muy común que escriba un texto, lo aparque, lo retome, lo vuelva a aparcar, lo vuelva a retomar y así en bucle durante un tiempo largo, a la vez que empiezo, retomo y aparco otros dos o tres (o más) textos diferentes de temática variada en paralelo.
Pues quiso la casualidad que, en uno de los arranques de la redacción de este post, en nuestro amado y valioso foro de la ACCE, se abriera de repente un hilo titulado “Starter 007: Mezclado, no agitado” [¡plink!] en el que se observa la posibilidad de hacer starters de una manera mucho más simple o “menos ortodoxa” de la que nos hablan los usos y costumbres que hemos relatado durante todo el post.
El hilo del foro ACCE toma la información original del blog “Jim’s Beer Kit” (no es ningún primo mío, lo prometo) [¡plink!] y el forero PacoMon, quien abre el hilo, lo explica muy bien, por lo que os invito a leer el hilo directamente.
No obstante, ahondemos desde aquí en el post original. La visión del usuario que abre el melón a este enfoque (conocido como YeastWhisperer, algo así como “el que susurra a las levaduras”) es que en realidad los agitadores magnéticos, tan cacareados en otros círculos cerveceros para propagar la levadura, en realidad no son tan positivos como todo el mundo cree. Opina que las células de levadura son bastante floculantes por sí solas, así que no hace falta mantenerlas en suspensión artificialmente, y que incluso un exceso de movimiento aportado por una agitación muy rápida del starter va a provocar un crecimiento demasiado rápido a las levaduras, lo que va a redundar en un sobre esfuerzo por parte de las levaduras que va a provocar malos sabores y, que según él es el motivo porque el cual la mayoría de los starters huelen mal. Y si no usamos el agitador en modo rápido, no conseguiremos el oxígeno necesario que la levadura necesita, por lo que usarlos en realidad es un despropósito.
Para él es obvio que los agitadores magnéticos son el demonio. Así que… ¿cómo consigue el oxígeno necesario para la correcta propagación de la levadura?
Su técnica (a la que ha sido fiel durante 25 años), por tanto, prescinde de los agitadores magnéticos, y se limita a usar una garrafa de agua debidamente sanitizada (en España, las típicas de 5-6 litros que venden en cualquier super) y un embudo, también sanitizado, aunque podemos prescindir de él si somos lo suficientemente mañosos como para no liarla al sembrar la levadura o echar el mosto dentro de la garrafa.
El procedimiento consiste en tapar bien la garrafa con su tapón correspondiente y agitar el mosto (ya frío) dentro de la misma con desenfreno y violencia, durante un minuto, hasta convertir el mosto en una masa espumosa. Por eso recomienda que el tamaño del continente sea muy superior al contenido, para que haya espacio suficiente para que tenga lugar este fenómeno espumador. Luego, lo dejamos asentar una media hora para que el mosto recupere su estado líquido. Se entiende que lo que hemos hecho es saturar el mosto de oxígeno de una manera adecuada.
Entonces ya podemos sembrar la levadura en el starter y dejar que las levaduras den cuenta de los nutrientes del mosto, y se reproduzcan sin que les inoportune ningún agitador magnético con todo su estrés y sus inconvenientes. No se vuelve a agitar el starter en ningún otro momento que no haya sido el inicial.
La segunda clave del que susurra a las levaduras, es el momento en el que el starter se siembra en el lote a fermentar. Es de la escuela de sembrarlo en su momento álgido, sin esperar a que se decante, ya que según su experiencia las levaduras en su punto alto de actividad (“high krausen”) están mucho más saludables que las que ya han sedimentado, además de insistir en que, en ese punto, es cuando hay más células activas, que es precisamente lo que estamos buscando con un starter.
Para él, esperar a la sedimentación de la levadura es un error porque incluso puede ocasionar algún tipo de mutación en las células de levadura que podrían afectar a la fermentación del lote principal.
El high krausen va a ocurrir entre las 12 y las 18 h de activar el starter. Y más a las 12 horas que a las 18 si la levadura comercial está bien fresca. Y aporta un dato muy curioso, según él, el punto de crecimiento de levaduras es uno muy concreto y podemos encontrarnos diferencias de conteo abismales en un rango de 90 minutos. Es decir, que, si a las cuatro de la tarde hiciéramos un conteo y por ejemplo tuviéramos 150 millardos de levadura, a las cinco y media podría haber 300 millardos.
Redondea la experiencia aclarando que, al sembrar la levadura en la fase activa, no hace falta descartar el sobrenadante ya que has prevenido al starter de la generación de malos sabores y aromas, típicos de otros métodos como el agitador magnético demoniaco y su habichuela cósmica caótica malvada.
Aporta otro dato que ya hemos comentado antes: la cepa de levadura también influye en el crecimiento, ya que no todas las cepas crecen a un mismo ritmo constante, e incluso, que no se ajustan a una tasa de inoculación general para todas las levaduras. Por lo que, según él, las calculadoras de internet cometen tropelías con las estimaciones de crecimiento de las levaduras. Y acaba el post con la reflexión de que a las levaduras británicas les favorece una tasa de inoculación baja para forzar la generación de ésteres y conseguir los perfiles típicos de los estilos ingleses, sobre todo en combinación con maltas inglesas.
En general, este enfoque es interesante por la simpleza del planteamiento y el razonamiento aportado. Veinticinco años de experiencia lo avalan. Como siempre, experimentar por uno mismo vuelve a ser la clave. El hilo “Shaken, not Stirred” (agitado, no mezclado, como dice James Bond cuando pide un Martini) donde el que susurra a las levaduras data del 2015 y tiene un montón de detalles en los comentarios, que también invito a leer [¡plink!].
Conclusión
En esto de la cerveza casera sólo hay una cosa clara: cada vez uno parece saber menos, o desconocer más. A lo largo de la investigación de este hilo he leído cosas y contrastado experiencias con compañeros que para nada son lineales entre sí unas de otras. Y no hay resultados malos ni prácticas erróneas. Hay experiencias, mucho más valiosas que cualquier teoría.
Mucha gente reconoce haber hecho caso a las calculadoras de internet aún habiendo usado levadura fresca. Esto es, poniendo mucha más levadura que la realmente necesaria según la teoría, y como sus resultados han sido satisfactorios, y su proceso cómodo, no piensa cambiar de práctica. Y bien que hace.
En la calle, los microcerveceros no escatiman la levadura seca y suelen inocular por encima de la tasa de inoculación recomendada. El coste de estos gramos de más de levadura seca les asegura un arranque de fermentación rápido y no corren riesgos (el tener que tirar 2000 litros de cerveza es peor que tener que gastarse unos eurillos en unos cuantos gramos de levadura más). Y muchos ni siquiera tienen protocolos de oxigenación. Tiene lógica inocular más levadura de la recomendada, sobre todo si no oxigenas. Sin oxígeno penalizas la reproducción de levadura, pero si la levadura ya está ahí desde el principio, tampoco necesitas que se reproduzca.
Algunos microcerveceros reutilizan la levadura de un lote a otro con gran éxito, e incluso aseguran que la cerveza es mejor en la quinta fermentación que en la primera. Los jombrigüeres también reutilizan las levaduras de un lote anterior con grandes éxitos. Hablaremos de ello y de cómo hacerlo en otro post.
Por mi parte, si he conseguido que te plantees cómo estás gestionando tu inoculación de la levadura y que tengas en cuenta factores que hasta ahora no pensabas que fueran importantes, me doy por satisfecho. Más allá de qué camino escojas y cómo lo hagas, en el mundo jombrigüer hay algo más allá de “espolvoreo un sobrecito de levadura y ya”, que está bien para empezar, pero que conviene revisar en algún momento.